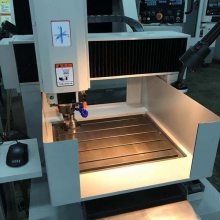
北京精雕机轴承损坏该如何更换
北京精雕机轴承损坏怎么更换?方法如下:
1、用扳手将主轴***的盖子的内六角螺丝拧开;
2、北京精雕机主轴的中心有个带坑的圆盖,在主轴的旁边有个洞,北京精雕机,里面也是个内六角的顶丝,将这个顶丝拧出来;然后将可以将圆盖拿下来;
3、主轴下面套管上有个能拧的部位,用2个扳手,一个卡在上面,一个卡在下面,把它拧下来,然后将下面的黑色盖子拆下来了,拿出轴承;
4、拿一个一样的好的轴承换上。需要注意的是在换好上黑色盖子的时候一定要紧好,以防上盖漏水,一旦出现漏水就可能导致精雕机主轴短路。
以上就是北京换轴承的简单步骤,但是还是找购买机器的厂家帮忙进行更换更加好,他们会更专业,能更加好的***轴承安装的完好。

北京精雕机对刀操作分为 X 、 Y 向对刀和 Z 向对刀。具体操作如下:
一、主轴正传,铣刀靠工件的左面,记住X值,提刀,移到工件的右面,靠右面,记住X值,把这两个X值,取平均值,记录到G54中的X上;
二、主轴正转,铣刀靠工件的前面,记住Y值,黄石二手北京精雕机出售,提刀,移到工件的后面,靠后面,黄石二手北京精雕机报价,记住Y值,把这两个Y值,取平均值,记录到G54中的Y上;
三、主轴正转,用铣刀慢慢靠工件的上表面,记住Z值,把它写入G54的Z 上,G92指令是用来建立工件坐标系的,它与刀具当前所在位置有关。 指令应用格式为:G92 X_Y_Z_,其含义是刀具当前所在位置在工件坐标系下的坐标值为(X_,Y_,Z_)。钢化玻璃北京精雕机通常采用金刚石磨头,配合24000~40000转的主轴高速转动,加工时实际是以磨而非切削,非常的精细准确。 例如G92 X0 Y0 Z0 表示刀具当前所在位置在工件坐标系下的坐标值为(0,0,0)也即刀具当前所在位置即是工件坐标系的原点。
北京精雕机刀具磨损到一定程度,开始失去切削能力,就需要换刀,那么如何判断精雕机刀具是否磨损呢?
1、北京精雕机刀具是否磨损,磨损量的大小,最直接的判断方法是听声音。如果切削声音十分沉重,或者尖叫刺耳,说明刀具的加工状态不正常。采用特殊的轴承振动测量器(频率分析器等)测量出振动的大小,通过频率分析可推断出异常的情况。此时可进行简要分析,如果排除了刀具本身质量问题,刀具装夹问题,用刀参数问题,此时应该可以判断是刀具磨损了,需要暂停加工,更换刀具。
2、通过加工中的机床运动状态来判断刀具的磨损情况。如果加工参数,切削用量等设置均合理,加工中机床振动很大,发出“嗡嗡”,此时可以确定刀具达到了急剧磨损状态,需要更换刀具。