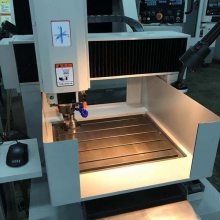
北京精雕机部件的维护
北京精雕机滚珠丝杠螺纹副的维护:定期检查、调整丝杠螺纹副的轴向间隙,***反向传动精度和轴向刚度。定期检查丝杠与床身的连接是否有松动,丝杠防护装置有损坏要及时更换,以防灰尘或切屑进入。
北京精雕机主传动链的维护:定期调整主轴驱动带的松紧程度,防止因带打滑造成的丢转现象。如果加工参数,切削用量等设置均合理,加工中机床振动很大,发出“嗡嗡”,此时可以确定刀具达到了急剧磨损状态,需要更换刀具。检查主轴润滑的恒温油箱,调节温度范围,及时补充油量,并清洗过滤器。主轴中刀具夹紧装置长时间使用后,会产生间隙,影响刀具的夹紧,需及时调整液压缸活塞的位移量。

1、北京精雕机润滑步骤:
润滑北京精雕机前,应先将丝杆、导轨上面丝母及轴承里的杂质去除,有去不掉的,可用气油清洗,然后注入润滑油再逐渐加高速度进行空走,即不放板材,黄石二手北京精雕机出售,三轴磨合。
2、北京精雕机润滑方法:
Y轴:润滑较为简单,两侧导轨比较容易清理上油,而底部丝杆也可以从支架部进入注油,较易维护。在雕刻的时候注意观察,出现毛边情况要及时更换刀具,通常刀具都是需要定期的更换检查。X轴:前后卸掉螺丝,抬起一头护罩,(注意侧板左侧的线要放松一些再提起),右侧完全提开将混合油注到导轨、丝杆、轴承处和右侧丝杆头的推力轴承处。Z轴:打开护罩,丝杆、导轨、轴承底部的推力轴承便一目了然,上下运行中的注混合油润滑。
在三轴进行润滑时,可用内六方扳手对电机轴与丝杆头之间联轴节上的内六方螺丝进行紧固,以防三轴因机械部分松动而造成错位。禁止把超重、超长的刀具装入北京精雕机刀库,防止在机械手换刀时掉刀或刀具与工件、夹具等发生碰撞。其他部位:手泵,切削主轴,两者是相互的,要经常更换循环水,坚持循环水干净,水温合适,以防水泵出水口堵塞,或是水冷切削主轴在高温下运转造成部件的损坏。
北京精雕机可以在很多机械行业中运用,黄石二手北京精雕机转让,一般在加工中心、精雕机既可以做产品,也可以做模具,是现在很受重视的产品。缺点:换刀速度慢、放置在刀库内时,锥面是敞开的,无保护,锥面很容易黏上脏物会直接影响了刀具重复安装的精度。它的机型属***机型设计,主要用于曲面,表面光洁度,刚性要求较高的精密零件/铜公模具,加工等,专有刀库位设计。排屑为机身铸件斜面设计,它可以精准雕、也可铣,雕刻机的基础上加大了主轴、伺服电机功率,北京精雕机,床身承受力,同时保持主轴的高速,更重要的是精度很高。
北京精雕机正确的使用方式:涂黄油可以防止刀具生锈。 对不同材质的切削,应该合理的运用切削速度。3、关于Z方向找工作原点问题,将刀具移动到整块玻璃的中间位置,在此位置确定Z向原点,这样雕刻出来深度比较均匀。刀具要经常检查其韧性,黄石二手北京精雕机代理,如果使用钝了,请立即更换,如果继续使用不但雕铣效果不好,还会发生断刀的情况。刀柄要和夹套接触温和,刀柄要牢固的插入夹套并紧固,如果夹套使用时间过长内孔有变形,必须马上更换夹套。夹套尺寸要合适,有断面,不够圆、有磨损、内孔有锥度的夹套一定不能选择,不然会导致刀柄震动,雕铣不出理想的效果。